


Aseptic food processing can produce high-quality packaged goods that are shelf-stable for long periods. However, if not properly produced and packaged, aseptic foods can be dangerous to the consumer. Consider these six steps to ensure product safety.
Validation of the preparation, processing and packaging of Aseptic Processing .The aseptic process is designed and validated to inactivate all microorganisms that pose a threat to public health and those that cause spoilage. As a result, products are produced that are commercially sterile and can have a long shelf life.
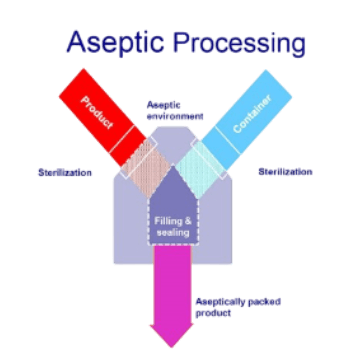
There are four accepted and commercially available sterilisation techniques for high-speed rotary aseptic filling lines that can be applied to both PET and HDPE bottles as well as plastic caps, each one with different characteristics :


Aseptic processing and packaging consist of several operations that need to work safely concurrently, and any misstep can end in an unsafe product. Every part of the system—from the utilities, ingredient dosing, batching and mixing, to the control and data recorder—must be fit for purpose and perform as designed at all times. It is necessary to have a plan to validate, verify and control maintenance and changes made to each of these units to ensure the safety of the products.
Each product must be filed with the FDA. The filing documents must contain these components:
While products made under the filed conditions are in principle safe, it is normal practice to test a few samples for positive release; the sampling program has to be agreed upon beforehand. Typically, a few samples are incubated in a hot box for seven to fifteen days to make sure there are no off-orders or observable package bloating. Even though the aseptic processes are validated, it is a good idea to have the in-house microbiology lab perform aerobic plate count (APC) and yeast/mold tests to rapidly detect defects in post-processing and package closures. If your product is low acid, then the QA tests should include mesophilic and thermophilic anaerobic spores, which are the hardest to eliminate and the ones that have the potential to produce Clostridium botulinum.
QA management should always review these batch or lot records as well as data on closure integrity to ensure that the CCP parameters are in the control. Document any deviations observed in the CCPs and apply the deviation plan. If this does occur, quarantine products and pursue different action or testing, such as performing a Root Cause Analysis (RCA) to determine corrective action.
Facilities should develop and implement a product release procedure outlining the responsibility and protocols for the release of products, including deviations management. This program also applies to the procedures for releasing quarantined or held product. These procedures might include outlining process measures that demonstrate that products are compliant with specified requirements or that products that do not meet the specifications are safely disposed.
As the FDA saying goes, if you didn’t document it, it didn’t happen. Records for all products released should be maintained and show the product’s name and identification, confirmation of checks and what happened to the product, whether it was released, incubated or held. If a held product is released, that should also be documented, detailing how much of that product was held and why. Furthermore, regulation requires that these production records, either in the form of a secure electronic copy or an old-fashioned hard copy, are safely stored and easily accessible for at least three years.
A product release program, successfully followed, will only allow compliant products to be released to the market. And that means all your aseptic food and beverages will be the safest and highest quality they can be.



|
303-304, Sahyog Elina, VIP Main Road |
|
|
510-11, Wing-A, 73 East Avenue, |
|
| +91 9879594538 |
 GAMP Services Limited 2026. All Rights Reserved.
GAMP Services Limited 2026. All Rights Reserved.